
 The design and construction of efficient machines reduce consumption and maintenance costs, and also enhance the value of the production facilities of the food industry by extending their useful life.
The design and construction of efficient machines reduce consumption and maintenance costs, and also enhance the value of the production facilities of the food industry by extending their useful life.
Never before has industry been at the forefront of energy issues, the negative consequences of which we fear most urgently. Speaking of energy efficiency and cost reduction in general, it is possible to imagine the impact on the end customer, who is paying attention not only to economic aspects, but also – increasingly – to environmental ones.
Food industry operators are aware of the new challenges and have sometimes already developed strategies aimed at drastically reducing the use of energy in production, with implications on business sustainability. And this has a strong impact on the manufacturers of production machines. In terms of design, in particular, manufacturers are committed to creating new machines suitable for this new and complex market.
Automation solutions, for example, have already demonstrated their efficiency and benefits in reducing energy use and resource consumption in production, thus adding value to their equipment and giving them a competitive edge. But to make these goals effective, it is at the design level that all the benefits of an energy-efficiency strategy can be implemented. The following is an analysis of the main points for achieving the energy efficiency objectives of customers (food companies in our case) and building better machines or equipment for their applications.
With the design of more energy-efficient machines, it is possible to save costs over the entire life-cycle of the equipment, and this reduction in costs can be reflected directly on the end-user, the food company in our case, thereby increasing the company’s competitiveness. Technologies resulting from and advanced design of machines are already available, and it is possible to identify the main themes, particularly dedicated to the electrical aspects of the machines:
- Selection of properly sized electric motors;
- use of high efficiency electric motors;
- selection of suitable speed drives;
- selection of appropriate contactors and protective devices;
- Creation of more efficient solutions for movement control;
- improvement of the thermal efficiency of casings;
- selection of technologies, tools and automation devices (Human Machine Interface HMI, controller sizing and more);
- development of the correct automation architecture, i.e. the setting of the logics and the “philosophy” that is the basis of the subsequent choices related to components.
The electric motors
The importance of electric motors in all types of industry is highlighted by the numbers: 60% (an indicative value, of course) of consumption in the industrial and infrastructure is due to electric motors. In the food industry, for example, although the share of investment in process is significant (more than one-third of total investment), the related energy consumption is almost evenly divided between process and other services.
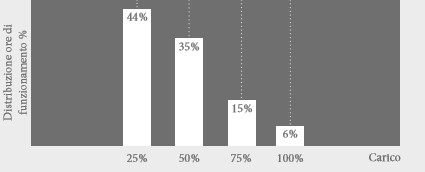
This means that measures to improve the efficiency on electric motors, which are the main absorbers of electrical energy in ancillary services, can have a significant impact on the overall budget of a production unit. However, it is important to know “how much” they work in terms of load and operating hours (Figure 1). In general, machine actuators (electric motors, pneumatic actuators, etc.) are too often oversized, unnecessarily increasing machine consumption which, on the other hand, a careful design could easily reduce.
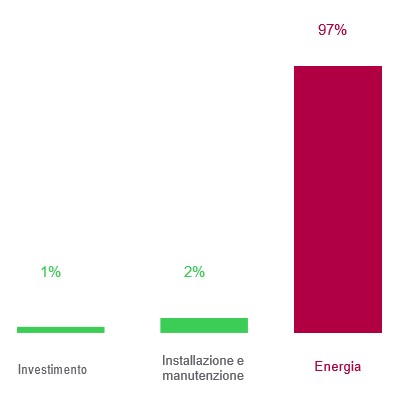
Furthermore, in order to assess the level of sturdiness and reliability of a machine, it is advisable to carefully examine the applications and future developments which may be required. However, smaller and simpler engines are generally preferred. The correct dimensioning can in fact reduce the cost of the machines itself, as well as – as already stated – the cost of operation management (Figure 2).
From an energy point of view, experience shows that the use of a properly sized engine optimizes the energy consumption compared to a more powerful motor. This key consideration can save 3-4% while reducing the dimensional requirements of the energy control system (i.e. sizing of inverters).
The introduction of new standards, particularly since 2015, in the field of high-efficiency engines, has yielded additional encouraging results, at a cost that usually pays off in just 1-2 years. The additional benefit of the longer service life of a high efficiency motor contributes to sustainability (delayed replacement) and allows an estimated energy saving of about 10% (Figure 3).

Speed variators
Many applications in the industrial field require variable loads (pumping, ventilation and air compression) and it is precisely for the management of these services that speed variators can guarantee immediate benefits and a very substantial energy saving (up to 50%). At the same time, for any application that requires repetitive machine start-ups (intermittent service), the choice of speed variators over conventional contactors makes it possible to limit the starting current and to reduce losses and load peaks.
Instant end-user benefits (such as savings on company electricity bills) are enhanced by a return on investment of less than two years. Some applications (e.g. lifting) can take advantage of devices that recover energy with the use of regenerative units.
Enclosures
Considering performance degradation, temperature, humidity and dew point are factors that affect the performance of the enclosures of electrical and electronic equipment. If these environments are not properly designed, the thermal conditions reduce the service life of the panels but also their reliability, safety and efficiency.
Temperature has a direct impact on the reliability and service life of the electrical and electronic equipment, since the failures or malfunctions of the enclosed devices and systems depends almost exclusively on thermal problems.
The attention to thermal management in control systems, therefore, makes it possible to limit thermal imbalances of the environment by achieving a greater reliability of the machines (the extension of the life of the electronic equipment reduces interruptions) and a saving on the cost of machines (elimination of oversized cooling systems).
Automation architecture
The automation control system also consumes energy (directly and not at actuator level), but it is possible to optimize these consumptions by selecting the most suitable solutions. Depending on the application, in fact, an automation architecture that is more in line with actual needs can reduce the energy consumption of the global control system.
A centralized architecture, for example, can even cut consumption by half compared to a decentralized architecture. But this must not distract from the fact that it is sometimes necessary to choose a decentralized architecture, depending on the size of the application, the safety and performance criteria. At this point, however, it is possible to change the number of power sources.
This can help save energy and reduce losses. The most advanced automation solutions integrate controllers, monitoring systems, human machine interfaces (HMI) and networks into a comprehensive system that provides a complete picture of energy use. With “smart” automation architectures based on open standards, processes can be adapted to actual needs while remaining sustainable for a long time, benefiting productivity.
Measuring and monitoring
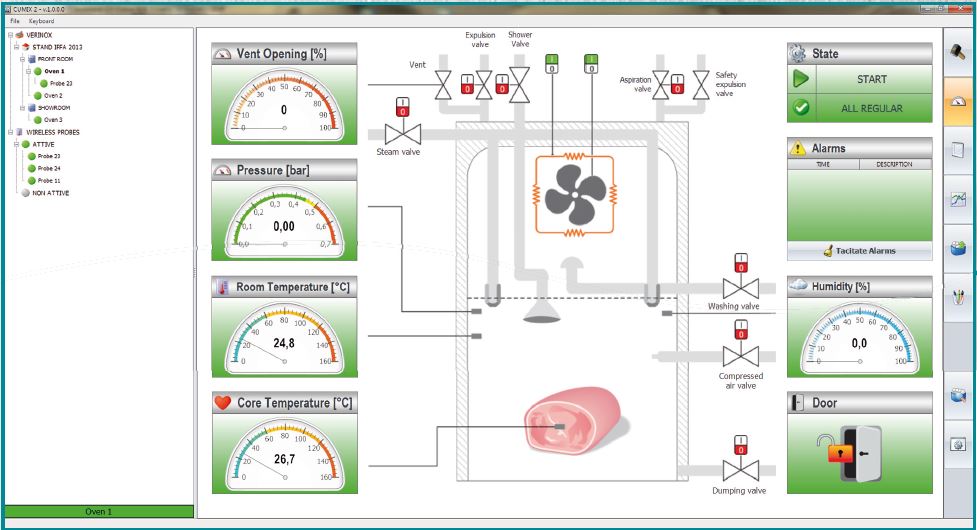
To increase energy efficiency in industry, consumption must also be measured locally, in real time, from devices and machines (Figure 4). The spread of “smart” automation on machines and production plants can ensure greater efficiency, in production departments as well as in offices.
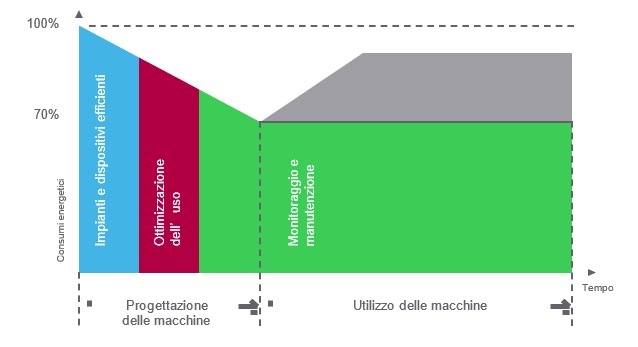
The level of machine monitoring enables preventive maintenance to avoid component failures, production interruptions, and damage to machines or components, as well as proper planning, in order to minimize the impact on production and increase business opportunities for value-added services (Figure 5).
Experience shows that an active strategy to increase energy efficiency saves, in addition to matter energy, an additional 8% (indicative value) through early detection of discrepancies in processes or machine life cycle. Operators, maintenance personnel, and production management teams can thus quickly react to address conditions that reduce machine efficiency.
Conclusions
Food companies that have been energy-conscious, and implemented energy-efficiency systems, have indeed improved their productivity, as well as employee engagement and overall competitiveness, but much remains to be done. The design innovation of the machinery used and the integration of the new technologies affect the final cost of a machine to a limited extent, estimated to be less than 10%, depending on the application, but the benefits go far beyond that.
And in any case, energy saving is an essential decision-making factor for industrial users and represents a new opportunity for those involved in production and plant maintenance to distinguish themselves from competition, while also bringing new benefits such as the reduction of waste, the increase in quality and economic performance, with a return on investment often less than two years.



{kind=link}