

Specialized in the production of steam boilers for the beverage industry, the Parma-based company focuses on efficiency, energy saving and Made in Italy to respond to the new demands of customers.
The beverage and mineral water industry needs more efficient plants to be able to compete on the international stage and meet the increasingly complex needs of users. Whether it is water, fruit juices, energy drinks, beer, and wine, the different types of boilers must be able to meet the specific needs of users with custom designs and fittings that take into account the use in connection with other equipment, to ensure efficient and fast production.
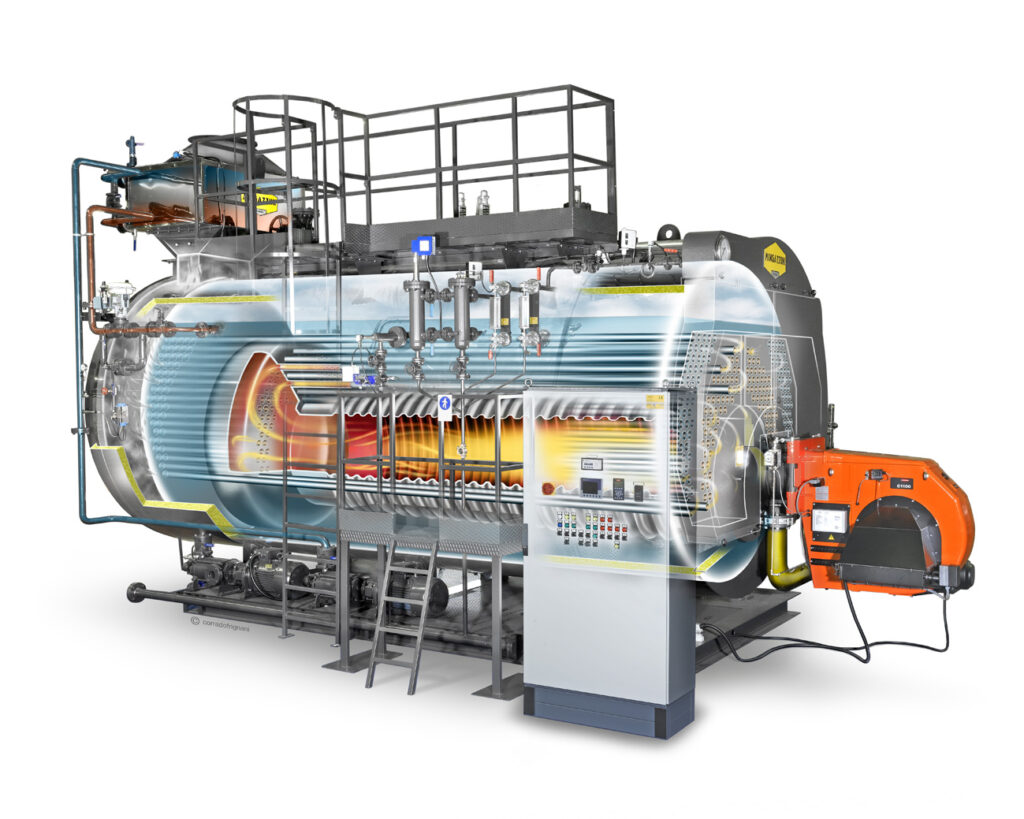
The requirements usually include the provision of automated control systems to ensure accurate production in compliance with user’s requirements. Thanks to their advanced technologies and automated functions, the latest generation of boliers can ensure fast, efficient production that meets food safety standards. Mingazzini, an internationally active company in the field of steam boilers for industrial purpose, with almost a century of history, an important machinery reference list and more than 10,000 installed plants, fully corresponds to these characteristics.
A valuable experience that in such a particular historical moment, subject to inflation, rising prices of raw materials, energy, and transport, makes Mingazzini an ideal partner thanks to distinctive elements such as quality, flexibility, customization, and custom design. Not to mention technical support and product optimization, along with the ability to provide state-of-the-art tailor-made solutions.
Reduction of energy costs and environmental impact
Mingazzini’s customers can reduce their energy costs and environmental impact thanks to highly efficient plants. In fact, plants efficiency is the result of in-depth technical analyses that allow a detailed study of production needs and problems, which allow the identification of the various possible interventions. Feasibility studies and preliminary and executive projects lead to optimization of steam boilers.
Emissions reduction, with a view to reducing environmental impact, is now an indispensable requirement also in the food and beverage industry. Here too, Mingazzini responds by combining new Low NOx burners with the boilers’ large combustion chambers, allowing to obtain NOx and CO values respecting the most stringent emission regulations.
Further savings are achieved by connecting the steam boilers into a network and centralizing the plants, to allow constant monitoring of all parameters (systems, performance, consumption, levels) to guarantee the maximum result. This interface also allows the remote control of steam boilers, adjusting each plant according to production flows and daily performance needs from a common device (PC, mobile phone, tablet), reducing waste, dissipation, and consumption, and limiting everything to the actual daily needs.



{kind=link}