
Mingazzini plants are useful for the generation of processing steam for several industrial sectors, including the food industry. A natural environmental-friendly energy source.
Mingazzini’s story runs parallel to that of steam. The origins of the company are deeply rooted in the Padana Plain, where the first food processing industries (dairy and canning industries) required steam in order to improve their industrial processes. The company passed from a craft-based firm to an industrial one, and in the 1960s saw the first exports of its generators, which have become more powerful over the years.
Today the factory covers an area of 25,000 sq.m., of which 10,500 are under cover. Steam boilers, hot and superheated water boilers, waste heat recovery boilers, steam storage tanks, heat exchangers and degassers designed right down to the smallest detail and developed to measure for specific industrial needs: a vast and diversified production range. All systems are equipped so as to ensure energy saving, environmental respect, possibility of up-to-date systems for management and control of plants.

Firetube Steam Boilers. Steam boilers of the PE-EU series, 3 pass, cover outputs from 2000 to 30,000 kg/h. The PVR-EU series with back flame design has a steam output from 350 to 4000 kg/h. They offer the same rated pressure of 18 bar (higher pressures are available on request), and both can be equipped with comburent air preheater or economiser.
The PB-EU series can be equipped also with steam superheater. They both feature 3 pass, 1 pass in the firetube and 2 passes in the pipe nest. Firetube steam boilers in particular can reach high thermal efficiency thanks to the three pass design. The special wet back with reversal chamber totally immersed in water, allows to widen the surface directly exposed to the flame; no refractory material is required, thus cutting off maintenance costs, as well as the loss of heat through radiation and the overheating of the rear tube plate.
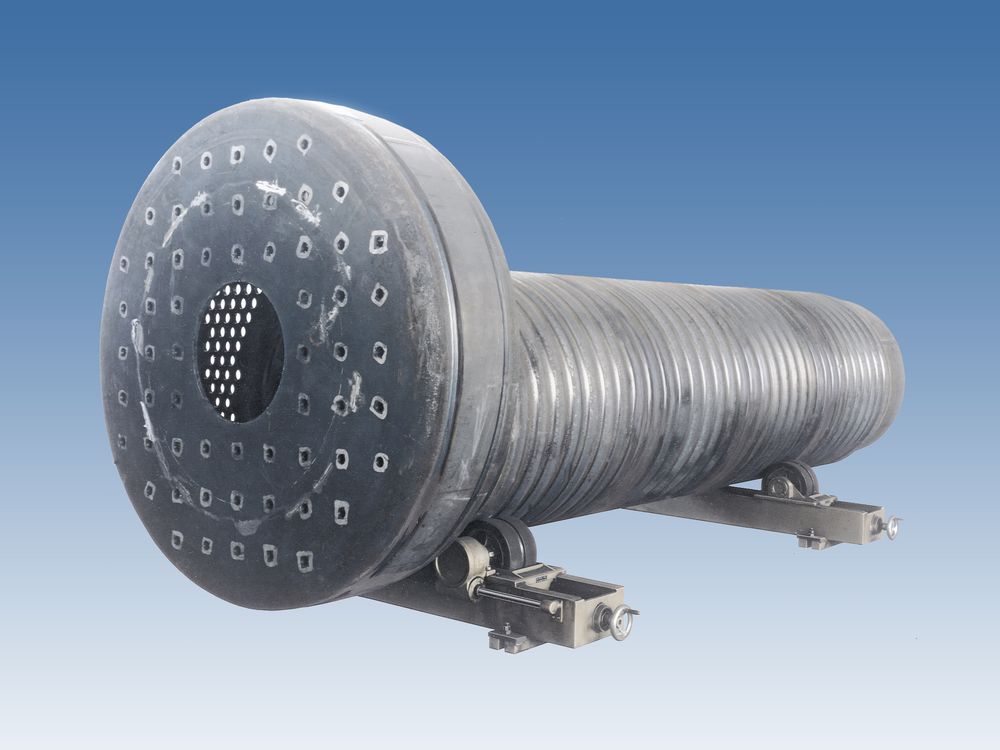
The boiler has a big water content and a wide evaporating surface, thus granting a high thermal volume and the best steam quality. The big diameter of the firetube enhances the heating exchange, the steam output and the efficiency, always observing the most severe environmental standards for flue exhaust. For ratings higher or equal to 10 t/h of steam, the Fox corrugated firetube is available as standard. The tube plates with rounded edges and without welded flat plates, uniformly absorb the expansion of the main body and the tube nest.
They act as real compensators, preventing the risks of breakage typical of angle welded flat plates. Cleaning and maintenance interventions are easily performed thanks to the accessibility provided by wide trap doors in the front smoke chamber and the rear. They ensure ease of inspection by the Authorities entrusted with periodic inspections to the firetube and the flat plates. In the design of its boilers, Mingazzini focussed on the environmental impact.
In fact, the company offers a wide range of energy saving fittings and components, ensuring thermal yelds up to 98.5% while ensuring minimum emission levels.
Last generation boilers are available in the layout necessary for continuous 24-72 hours unmanned operation, as well as with a global control system that monitors the plant and/or power station. An electronic multi-channel device or a PLC are available.



{kind=link}