
Tradition and innovation, energy saving and computerization, many areas of application, almost 100 years of experience: These are the strengths from which Mingazzini starts to face the New Year.
Inflation, rising costs of raw materials, energy and transport, hoarding and fluctuating prices are a worrying scenario. Yet, the experience gained in almost a century of history, one of the most important boiler parks on the international level and over 10,000 plants built give Mingazzini the guarantee of being able to face at best a 2022 full of unknowns.
A reference point at international level in the field of steam boilers for industrial use, both for the quality of the products and for the advice that accompanies each step of the process, the Parma-based company relies on the distinctive characteristics that make it an accredited partner. Quality, flexibility, customization, custom design, technical support and optimization of products and their performance, the ability to provide state-of-the -art solutions, even tailor made: The response to the increasingly stringent requirements of a varied and demanding customer base is always punctual.
Proof of the value of Mingazzini plants are the many certifications, as the Quality System conformity according to UNI EN ISO 9001 standards since 2001 certified by Lloyd’s Register Quality Assurance. Since 2002, the Quality System has been certified on the basis of the Total Quality Assurance in accordance with Module H1 of the PED Directive, now Directive 2014/68/EU (Certificate Of Conformity based on the Total Quality Assurance With Design Control in accordance with Module H1, referred to the Annex III of Directive 2014/68/EU); in addition to this, there are the certifications for marketing and commissioning almost all over the world.

Engineering and regulatory skills
The engineering and regulatory skills, combined with the knowledge of the world market, allow Mingazzini to offer a global service: From design to commissioning, from spare parts to periodic maintenance. Thanks to its technical-commercial network, the company plays a key role as partner of an international clientèle that invests on state-of-the-art technologies.
Among these, the extensive range includes also fire-tube steam boilers, waste heat recovery boilers, superheated water boilers, fire-tube hot water boilers, thermal fluid heaters, unfired clean steam generators, atmospheric and pressurised deaerators with a capacity up to 60 m3 and rated pressures up to 10 bar, steam manifolds according to PED Directive, blow down vessels, feed water tanks, water softeners and reverse osmosis plants.
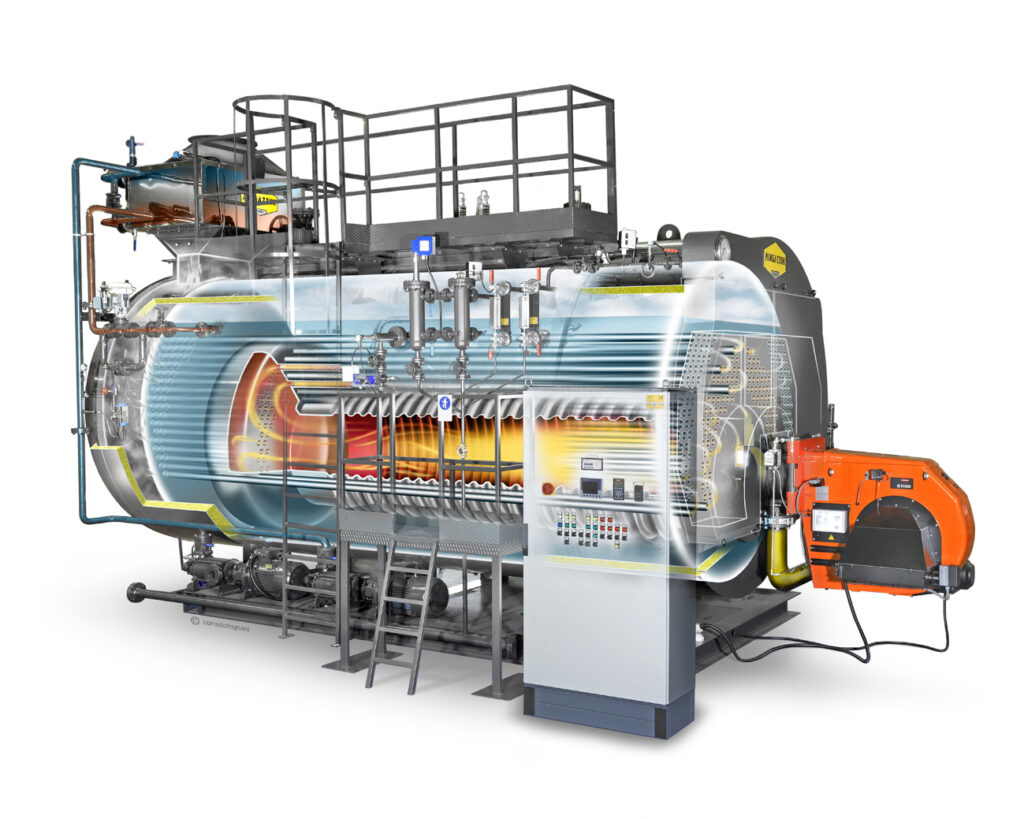
In particular, PB EU is a series of boilers capable of reaching a rated pressure of 22 bar and which, on request, can also exceed this limit. With a basic efficiency at 90%, they guarantee a low environmental impact. Depending on the number of working hours and the type of fuel used, they can be supplied with energy recovery systems dedicated to the boiler only, for yields up to 97.5%.
Even higher results can be obtained with exclusive recovery systems tailored to the customer, maximising the condensation of boiler fumes to recover as much as possible of the contained latent heat. In this way, yields can reach 99%. The series that comply with Directive 2014/68/EU represent the latest generation in the field of fire-tube steam boilers. Built following latest technologies and processing systems, they guarantee energy savings, reduced emissions and maximum efficiency.
Mingazzini doesn’t stop even in front of the most difficult requests. And in 2021 the company installed the 30,000 kg/h PB EU steam boiler. Among the most dynamic areas stands out the world of food & beverage, where Mingazzini plants are ideal for processing meat, fish, vegetables, dairy products, bread and bakery products, spirits, wine, beer, soft drinks, water.

Savings as a resource for businesses
Mingazzini emphasizes the concept of savings as a resource for companies. Reducing customers’ energy costs means freeing up valuable savings to invest on more strategic fronts in a highly competitive landscape. A concept also declined in the field of energy. If, in fact, it is important to minimize the purchase costs with plants almost tailor-made to the needs of the customer, it is essential to help companies to save energy, so as to reduce and optimize the consumption of a very expensive item of expenditure.
Thanks to the approach developed over many decades of experience, Mingazzini has the opportunity to analyse the individual problems and evaluate the different possible interventions. Very often they result in the design of plants able to ensure a strong reduction of consumption, hence in the realization of feasibility studies, preliminary and executive projects to optimize the functioning of boilers.
From an eco-friendly point of view, combining the new Low NOx burners with the large combustion chambers of the boilers allows to obtain NOx and CO values that comply with the regulations. Further savings are achieved by placing the steam boilers in a network and centralizing all the plants, making it possible to constantly monitor systems, performance, consumption and levels.
This interface allows remote control of the steam boilers, adjusting each plant according to the production flows and the required daily performance, from common devices such as PC, smart phone or tablet, reducing wastes and heat dissipation. This is possible thanks to facilities that in some cases and Countries fall under the governamental financing and tax breaks to encourage investment in competitiveness, as well as investments in research and development, ecological transition, technological innovation 4.0.



{kind=link}