
 GNA asserts its presence even in the dairy sector, with an innovative and high-performance line for filling jars with feta cubes.
GNA asserts its presence even in the dairy sector, with an innovative and high-performance line for filling jars with feta cubes.
With more than thirty years of experience in packaging solutions, the Bologna-based company GNA proposes a new line for filling and packaging of feta cubes. Like many of its systems, it is characterized by flexibility and includes modular elements that are well adapted to the different needs of customers. Made of materials and components that comply with food industry regulations, the line is driven by brushless motors and includes: 4-lanes denester for jars; indexed conveyor chain; pneumatic 2-lanes denester for drainage nets; automatic multi-head weighing unit with 14 buckets weigher; filling station for simultaneous filling of two containers; brine dosing station; pneumatic 2-lanes denester for the lids, with magazine and format change; lids applying and closing stations; outfeed conveyor for containers/final product.
The whole system is developed around a main conveyor belt with indexed chain for the feeding of containers, which can have different shapes and sizes. The system guarantees a smooth transport, and ensures the correct containment of the liquid inside the containers preventing it from leaking during the handling phase. The cycle starts with the picking of containers through the 4-lanes denester.
The pneumatic denester, complete with vertical suction cup picking device, is equipped with a magazine with format change. Two photocells verify the correct picking by checking the presence of the containers on the conveyor. The next step consists in a second denester for the nets, which are then inserted into the containers. Each channel is equipped with photocell/vacuum switch for the control of the correct picking.
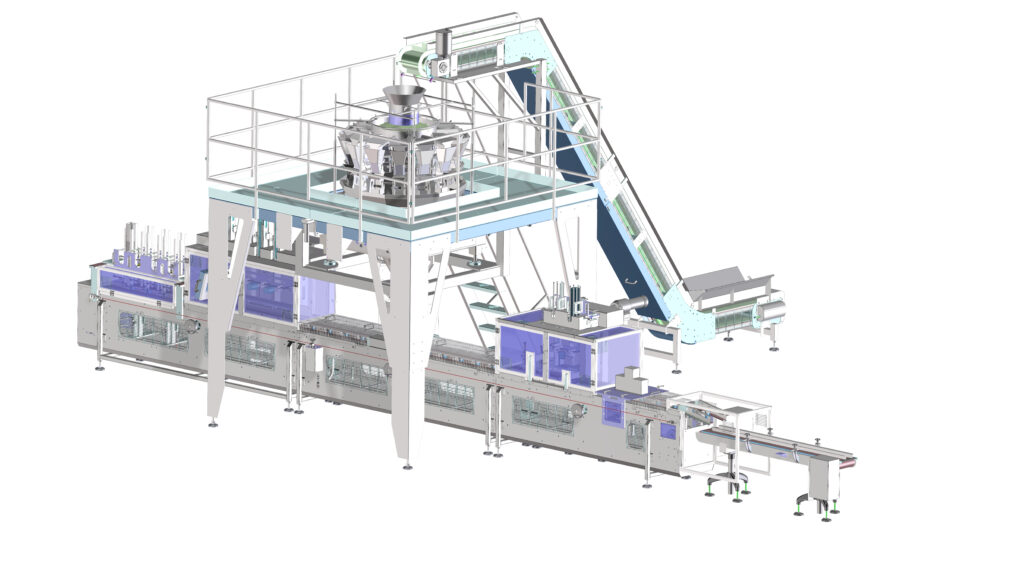
Multi-head weigher
The filling line is equipped with a multi-head weigher with a central timing hopper for the insertion of the correct quantity of product into the containers. The weigher is provided with a stainless-steel elevator with modular sanitizable plastic belt and stainless-steel platform, parapets and inspection ladder. The task of deflecting the product that exits from the weigher in the different channels is assigned to the hopper.
The double filling station with timing hopper and vertical top-transfer hopper is equipped with a sorting system in two discharge zones. The product is delivered only in presence of the container on the channel. Where required, even the internal net is delivered. The brine dosing station fills the containers with the brine required for the correct storage of the packed product: a control activates the dosing unit that automatically delivers the preset amount of liquid. The lid applying unit includes a 2-channel pneumatic lid denester.
The picking takes place only in presence of the container, with or without net as required, already filled with product and brine. Each channel is equipped with photocell/vacuum switch for the control of the correct picking. The lids closing station provides a vertical denester for lifting, rotating and applying the lid. The 2-channels lid closing device is activated every cycle, lifting the containers present and leading them to the contrast sealing unit. The packaging line ends with the outfeed conveyor belt, where the full containers are collected; it is equipped with motor and controlled by inverter.
For more information www.gnasrl.com



{kind=link}